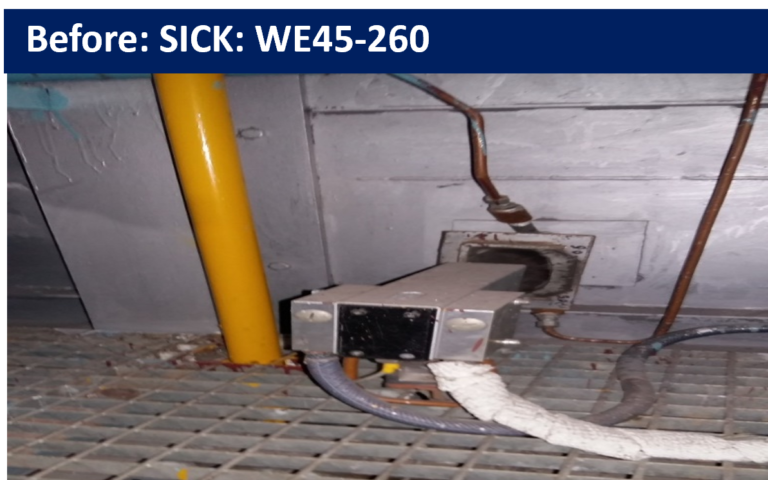
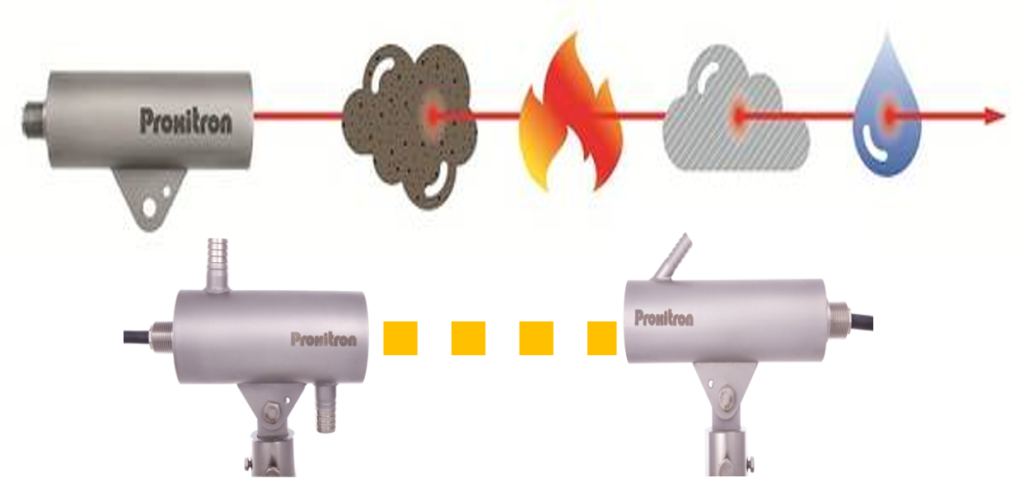
Detection form the above is difficult due to the presence of water and heavy steam formation. Spurious triggering was caused, which induced alignment errors. Infrared light at longer wavelength. High functional reserve : 1500meters. Easy alignment using 2 LED
The increasing flexibility of production lines requires a high adaptability of sensors. Continually changing object geometries, different temperatures and very high radiation or surrounding temperatures are no rarity.
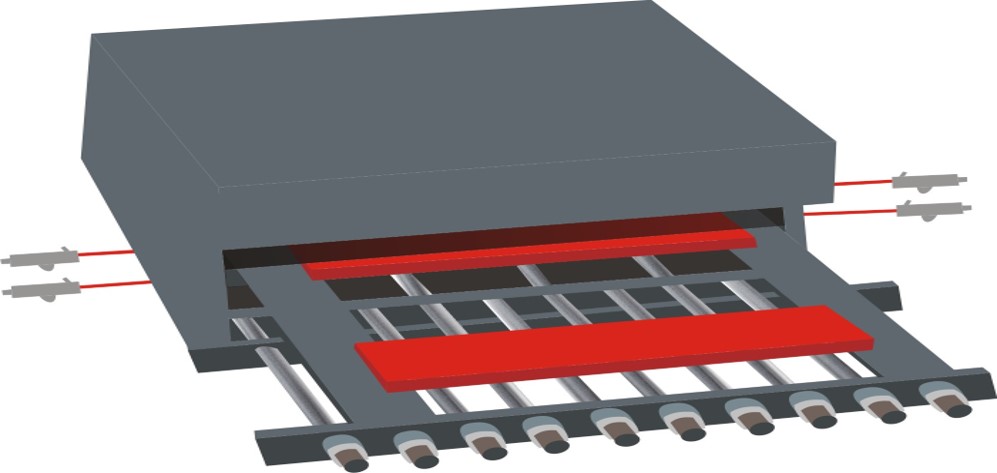
In a pilger mill those rough conditions can be found, among others in the production of seemless steel pipes. The raw steel blocks, each weighing a few tons are heated up first in a round oven at a temperature of 1300 °C.
After descaling of the surface, the steel block is prepunched in a hole press with a strength from a converted 2000 t. In the next sloping rolling mill the growing pipe rotates between two rollers that are positioned at an angle to each other. The punching is widened to the size of the mandrel diameter.
Previous solution / Competitor product
N/A
Solution
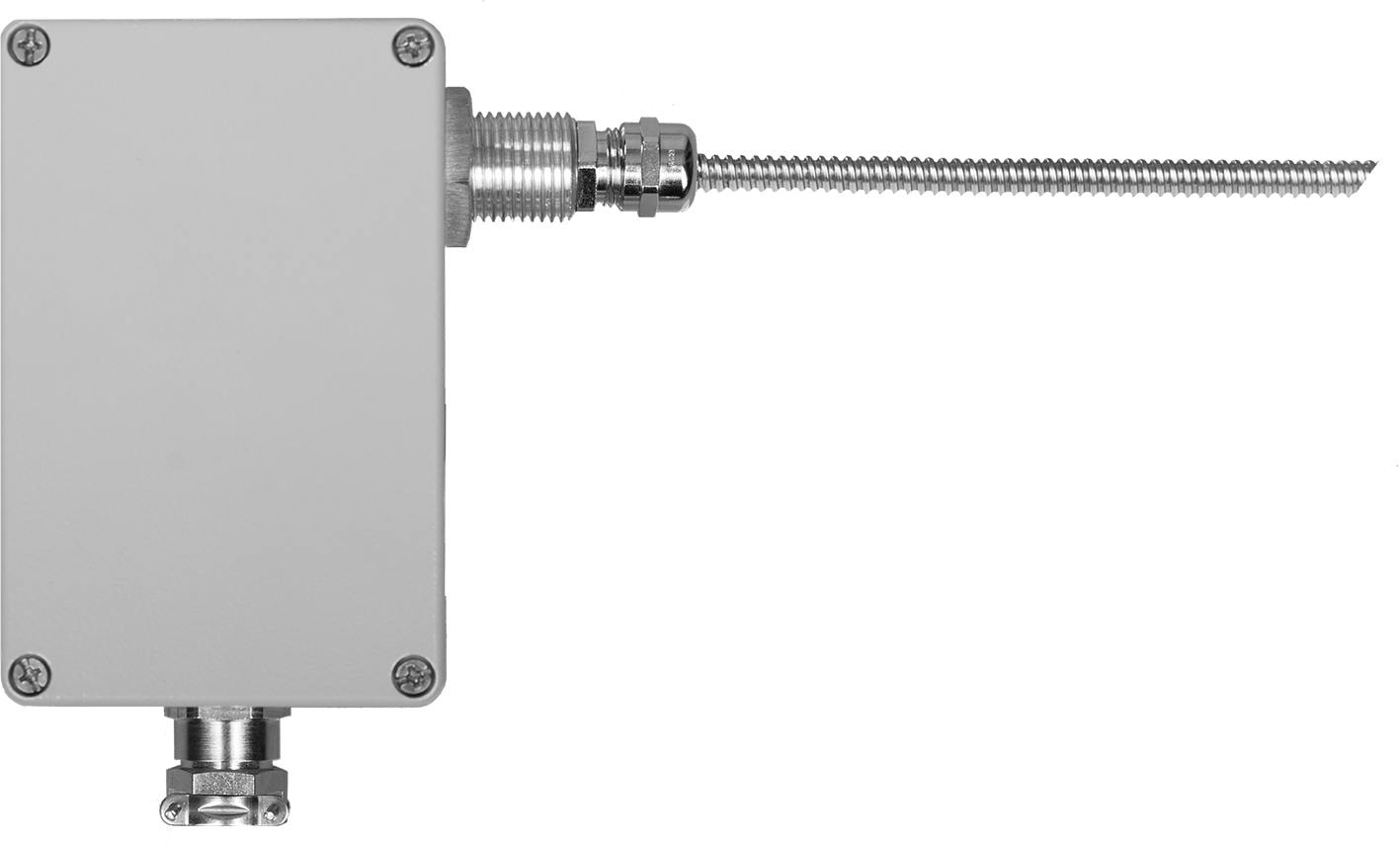
The sensor that was installed at this application is the HMD OKA 2038.38 G with tube OL 19.
The signal of the infrared sensors controls the movement of centering device and abutment. The point of view is restricted by the tube and prevents disturbances by steam in the cooling phase.
An optimum adaptation to the operating conditions is given due to the adjustable response temperature. The HMD with self-learning response temperature (Auto-Teach function) is suited to continually changing conditions.
The compact sensor with a stainless steel housing can withstand surrounding temperatures of up to 75° C. The use of a cooling jacket raises this up to 200° C.
Alternatively sensors with fibre optic cables are available which permit an application at ambient temperatures up to 600° C without cooling.
Customer Benefits
Maintenance-free
High temperature stability
Recognition of hot objects at big distances
Self adjustment with Auto-Teach or step switch for the response temperature
Product Part number
OKA 2038.38 G
Brand
Proxitron
Accessories
Piros swivel stand HM2
Tube OL 19
Pilot light unit (for alignment) DAK 308 + OL 26
Different cable lengths (e.g. 15 m)
Customer Testimonial
compared to previous solution or competition
Case Studies
Other Solutions in Hot Rolling Mills – Reheating Furnace