Found 139 Results
Page 10 of 14
Page 10 of 14
Page 10 of 14
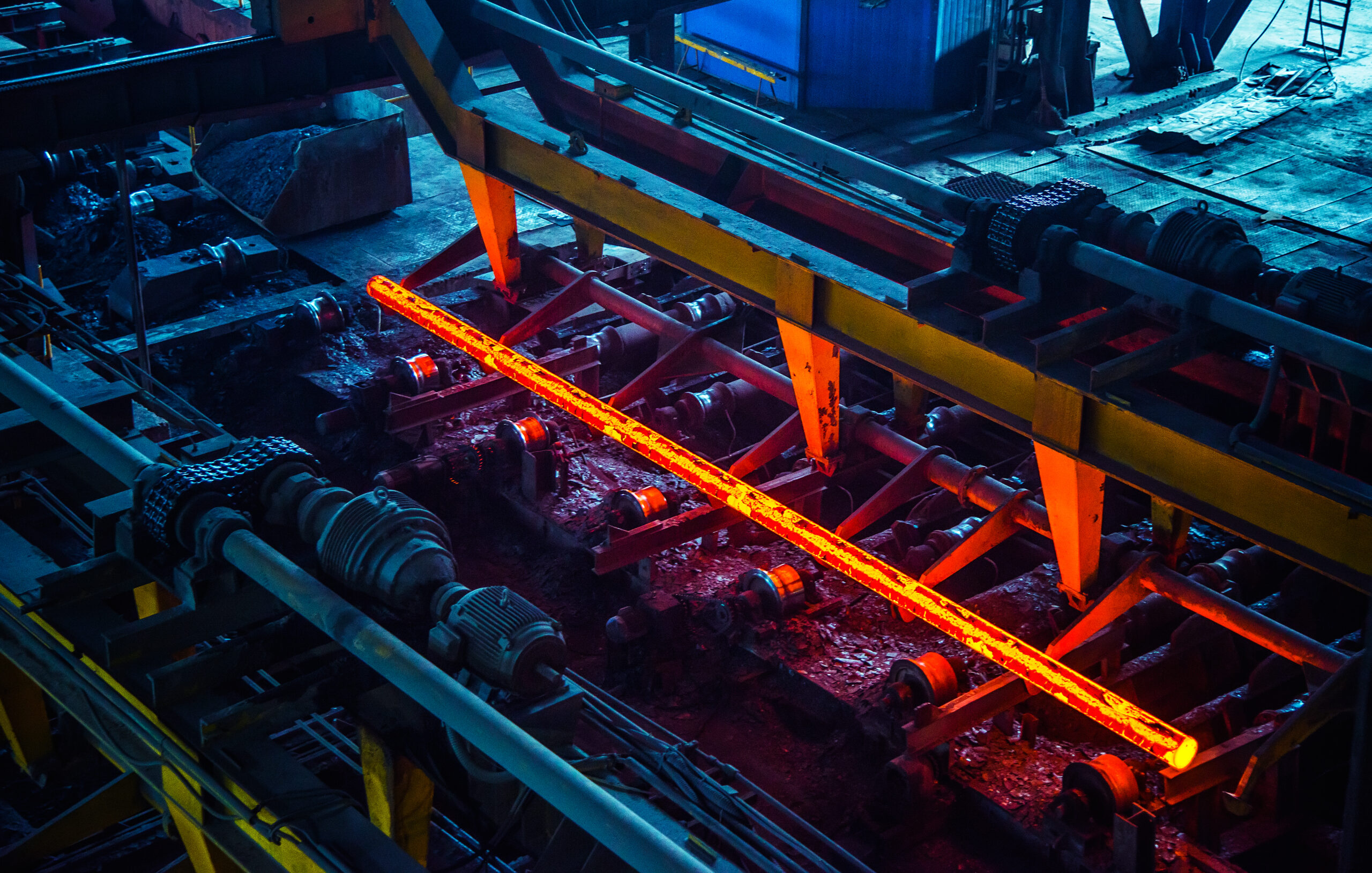
HMD in pilger mill in tube rolling mills
Continually changing object geometries, different temperatures and very high radiation/ surrounding temperatures. The raw steel blocks, each weighing a few tons are heated up first in a round oven at a temperature of 1300°C. The signal of the infrared sensors controls the movement of centering device and abutment. The point of view is restricted by the tube and prevents disturbances by steam in the cooling phase.Optimum adaptation to operating conditions is given due to the adjustable response temperature.Self-learning response temperature (Auto-Teach function) is suited to continually changing conditions. Home Case Studies HMD in pilger mill in tube rolling mills HMD in pilger mill in tube rolling mills Home Case Studies Pilger mill in tube rolling mills – hot and cold pipe detection Pilger mill in tube rolling mills – hot and cold pipe detection Maintenance-free. High temperature stability. Recognition of hot objects at big distances. Self adjustment with Auto-Teach or step switch for the response temperature. Challenges Continually changing object geometries, different temperatures and very high radiation/ surrounding temperatures. The raw steel blocks, each weighing a few tons are heated up first in a round oven at a temperature of 1300°C. Solution The signal of the infrared sensors controls the movement of centering device and abutment. The point of view is restricted by the tube and prevents disturbances by steam in the cooling phase. Optimum adaptation to operating conditions is given due to the adjustable response temperature. Self-learning response temperature (Auto-Teach function) is suited to continually changing conditions. Products and Accessories Hot Metal Detector Case Study Number TP3 Challenge The increasing flexibility of production lines requires a high adaptability of sensors. Continually changing object geometries, different temperatures and very high radiation or surrounding temperatures are no rarity. In a pilger mill those rough conditions can be found, among others in the production of seemless steel pipes. The raw steel blocks, each weighing a few tons are heated up first in a round oven at a temperature of 1300 °C. After descaling of the surface, the steel block is prepunched in a hole press with a strength from a converted 2000 t. In the next sloping rolling mill the growing pipe rotates between two rollers that are positioned at an angle to each other. The punching is widened to the size of the mandrel diameter. Previous solution / Competitor product N/A Solution The sensor that was installed at this application is the HMD OKA 2038.38 G with tube OL 19. The signal of the infrared sensors controls the movement of centering device and abutment. The point of view is restricted by the tube and prevents disturbances by steam in the cooling phase. An optimum adaptation to the operating conditions is given due to the adjustable response temperature. The HMD with self-learning response temperature (Auto-Teach function) is suited to continually changing conditions. The compact sensor with a stainless steel housing can withstand surrounding temperatures of up to 75° C. The use of a cooling jacket raises this up to 200° C. Alternatively sensors with fibre optic cables are available which permit an application at ambient temperatures up to 600° C without cooling. Customer Benefits Maintenance-free High temperature stability Recognition of hot objects at big distances Self adjustment with Auto-Teach or step switch for the response temperature Product Part number OKA 2038.38 G Brand Proxitron Accessories Piros swivel stand HM2 Tube OL 19 Pilot light unit (for alignment) DAK 308 + OL 26 Different cable lengths (e.g. 15 m) Customer Testimonial compared to previous solution or competition Case Studies Other Solutions Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE View All
Tags: Hot Metal Detector, Tubes and pipes
September 21, 2021
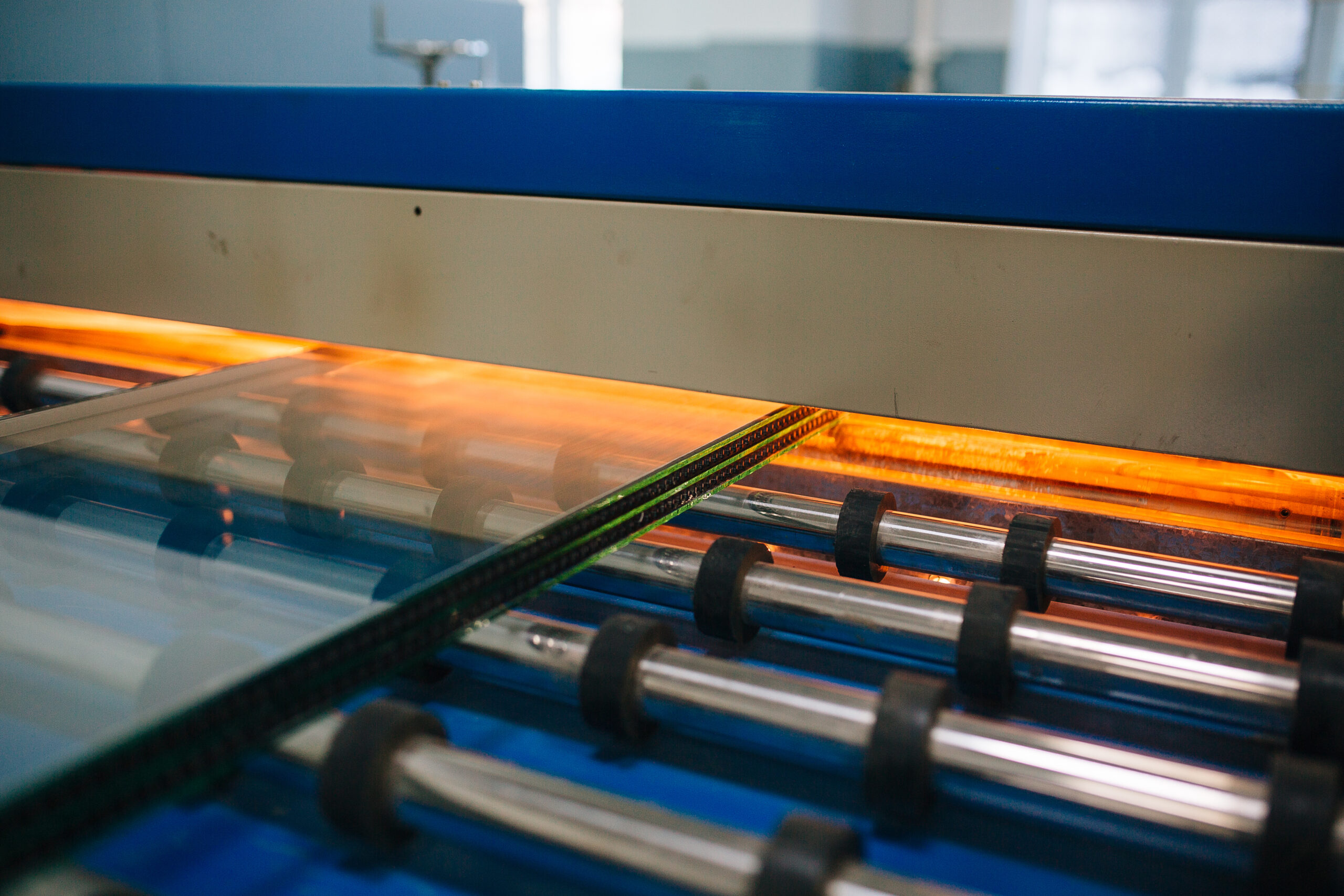
Glass Panel Position Measurement using Laser Distance Sensors
In the area of the facility where glass panels are staged, a servodriven actuator system identifies and tracks the leading edge of the glass as it moves along the facility’s conveyor line. After the conveyor apparatus picks up the glass, it is unable to compensate for the non-standard height of the pallets used to transport andstore the glass panels in a horizontal position. Home Case Studies Glass Panel Position Measurement using Laser Distance Sensors Glass Panel Position Measurement using Laser Distance Sensors Home Case Studies Pilger mill in tube rolling mills – hot and cold pipe detection Pilger mill in tube rolling mills – hot and cold pipe detection Easy installation thanks to visible laser beam Easy configuration thanks to the free software Operation in the largest temperature range (-40°C to +60°C) possible Measuring ranges up to 100 m on natural surfaces | Measuring ranges up to 500 m on reflective foil Accuracy ± 1mm | Measurements can be acquired by a PLC or PC | Maintenance-free operation Task Leading manufacturers of insulating glass units require a sensor solution that monitors and precisely adjusts glass panel positioning on a production conveyor belt, based on the exact height of non-standard pallets. These pallets are used to transport and store glass panels horizontally. Solution Dimetix Laser Distance Sensors offer several methods of communicating tocontrol systems commonly used in manufacturing and productionapplications. In the area of the facility where glass panels are staged, a servodriven actuator system identifies and tracks the leading edge of the glass as it moves along the facility’s conveyor line. After the conveyor apparatus picks up the glass, it is unable to compensate for the non-standard height of the pallets used to transport andstore the glass panels in a horizontal position. Dimetix Laser Distance Sensor measure the height of the pallet and adjust a position to stop the glass panel. After the panel is halted, the machine begins tilting it onto the pallet precisely at the point where there is no chance the glass can slide or be misplaced. It is then gently placed on the pallets next to other glass panels. Products and Accessories Laser Distance Meter Case Study Number TP3 Challenge The increasing flexibility of production lines requires a high adaptability of sensors. Continually changing object geometries, different temperatures and very high radiation or surrounding temperatures are no rarity. In a pilger mill those rough conditions can be found, among others in the production of seemless steel pipes. The raw steel blocks, each weighing a few tons are heated up first in a round oven at a temperature of 1300 °C. After descaling of the surface, the steel block is prepunched in a hole press with a strength from a converted 2000 t. In the next sloping rolling mill the growing pipe rotates between two rollers that are positioned at an angle to each other. The punching is widened to the size of the mandrel diameter. Previous solution / Competitor product N/A Solution The sensor that was installed at this application is the HMD OKA 2038.38 G with tube OL 19. The signal of the infrared sensors controls the movement of centering device and abutment. The point of view is restricted by the tube and prevents disturbances by steam in the cooling phase. An optimum adaptation to the operating conditions is given due to the adjustable response temperature. The HMD with self-learning response temperature (Auto-Teach function) is suited to continually changing conditions. The compact sensor with a stainless steel housing can withstand surrounding temperatures of up to 75° C. The use of a cooling jacket raises this up to 200° C. Alternatively sensors with fibre optic cables are available which permit an application at ambient temperatures up to 600° C without cooling. Customer Benefits Maintenance-free High temperature stability Recognition of hot objects at big distances Self adjustment with Auto-Teach or step switch for the response temperature Product Part number OKA 2038.38 G Brand Proxitron Accessories Piros swivel stand HM2 Tube OL 19 Pilot light unit (for alignment) DAK 308 + OL 26 Different cable lengths (e.g. 15 m) Customer Testimonial compared to previous solution or competition Case Studies Other Solutions Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE View All
Tags: Glass, laser distance sensor, panel, position measurement
September 16, 2021
Proximity for material handling in outdoor applications
Long distance proximity that is efficient operation in outdoor setting and resistant to dirt, dust. Insensitive to soiling and wear-free with plastic housing Home Case Studies Proximity for material handling in outdoor applications Proximity for material handling in outdoor applications Home Case Studies Pilger mill in tube rolling mills – hot and cold pipe detection Pilger mill in tube rolling mills – hot and cold pipe detection Efficient operation in outdoor setting Resistant to dirt, dust Insensitive to soiling and wear-free Plastic housing Specifications High sensing proximity for outdoor rugged applications Sn: 70 mm IP 67 Temperature range: -25 to +100 °C Supply voltage: 10-55 VDC Cable length: 2,5,10,15,20 m Cable MOC: Silicone cable No. of wires: 2-wire, 3-wire Housing (Ǿ): 80x80x40 Cable conduit protection available (Pg X) Products and Accessories Large sensing distance proximity Case Study Number TP3 Challenge The increasing flexibility of production lines requires a high adaptability of sensors. Continually changing object geometries, different temperatures and very high radiation or surrounding temperatures are no rarity. In a pilger mill those rough conditions can be found, among others in the production of seemless steel pipes. The raw steel blocks, each weighing a few tons are heated up first in a round oven at a temperature of 1300 °C. After descaling of the surface, the steel block is prepunched in a hole press with a strength from a converted 2000 t. In the next sloping rolling mill the growing pipe rotates between two rollers that are positioned at an angle to each other. The punching is widened to the size of the mandrel diameter. Previous solution / Competitor product N/A Solution The sensor that was installed at this application is the HMD OKA 2038.38 G with tube OL 19. The signal of the infrared sensors controls the movement of centering device and abutment. The point of view is restricted by the tube and prevents disturbances by steam in the cooling phase. An optimum adaptation to the operating conditions is given due to the adjustable response temperature. The HMD with self-learning response temperature (Auto-Teach function) is suited to continually changing conditions. The compact sensor with a stainless steel housing can withstand surrounding temperatures of up to 75° C. The use of a cooling jacket raises this up to 200° C. Alternatively sensors with fibre optic cables are available which permit an application at ambient temperatures up to 600° C without cooling. Customer Benefits Maintenance-free High temperature stability Recognition of hot objects at big distances Self adjustment with Auto-Teach or step switch for the response temperature Product Part number OKA 2038.38 G Brand Proxitron Accessories Piros swivel stand HM2 Tube OL 19 Pilot light unit (for alignment) DAK 308 + OL 26 Different cable lengths (e.g. 15 m) Customer Testimonial compared to previous solution or competition Case Studies Other Solutions Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE View All

Tags: long distance, material handling, mining, outdoor, Proximity
Wind positioning with relay outputs
Speed monitors enable safe monitoring in accordance with SIL3/PLe. These safety relays have 2 synchronous relays and 4×2 control outputs. The speed monitors can work with both digital and SinCos signal Home Case Studies Wind positioning with relay outputs Wind positioning with relay outputs Home Case Studies Pilger mill in tube rolling mills – hot and cold pipe detection Pilger mill in tube rolling mills – hot and cold pipe detection Speed monitors enable safe monitoring in accordance with SIL3/PLe. These safety relays have 2 synchronous relays and 4×2 control outputs. The speed monitors can work with both digital and SinCos signal Maximise productivity and safety: Precise wind-sensors Challenges Precise control for machines running at optimum productivity. Strike a balance between productivity and safety. Solution Process indicators equipped with two relay outputs can be used with an anemometer as a wind warning device. With fully calibrated wind sensors (anemometer) to strike balance between maximize machine availability and equipment safety. Heater option available for cold climate conditions. Safety relay monitor can be easily added on. Multiple solutions for wind monitoring are possible. Simple monitoring of the wind speed Basic wind speed monitoring can be achieved by connecting a process Indicator with two 16 bit Analog Inputs to an anemometer with an analog output. Alternatively a digital indicator is required to work with an anemometer with frequency output. Safe operation of the wind speed Better operating safety can be achieved by the parallel operation of two analog or two digital indicators. If a cable break occurs, the second signal path remains intact and continues to reliably monitor the wind speed. Maximum security of monitoring wind speed. even greater security of the monitoring is possible by connecting a digital and analog anemometer + process indicator.With an analog anemometer connected to a digital indicator and a digital anemometer connected to a digital indicator, a wide range of measurement approaches are possible resulting in limited error margins. Pedestal for vertical mounting and pendulum for wall mounting. Products and Accessories Anemometer Process Display Case Study Number TP3 Challenge The increasing flexibility of production lines requires a high adaptability of sensors. Continually changing object geometries, different temperatures and very high radiation or surrounding temperatures are no rarity. In a pilger mill those rough conditions can be found, among others in the production of seemless steel pipes. The raw steel blocks, each weighing a few tons are heated up first in a round oven at a temperature of 1300 °C. After descaling of the surface, the steel block is prepunched in a hole press with a strength from a converted 2000 t. In the next sloping rolling mill the growing pipe rotates between two rollers that are positioned at an angle to each other. The punching is widened to the size of the mandrel diameter. Previous solution / Competitor product N/A Solution The sensor that was installed at this application is the HMD OKA 2038.38 G with tube OL 19. The signal of the infrared sensors controls the movement of centering device and abutment. The point of view is restricted by the tube and prevents disturbances by steam in the cooling phase. An optimum adaptation to the operating conditions is given due to the adjustable response temperature. The HMD with self-learning response temperature (Auto-Teach function) is suited to continually changing conditions. The compact sensor with a stainless steel housing can withstand surrounding temperatures of up to 75° C. The use of a cooling jacket raises this up to 200° C. Alternatively sensors with fibre optic cables are available which permit an application at ambient temperatures up to 600° C without cooling. Customer Benefits Maintenance-free High temperature stability Recognition of hot objects at big distances Self adjustment with Auto-Teach or step switch for the response temperature Product Part number OKA 2038.38 G Brand Proxitron Accessories Piros swivel stand HM2 Tube OL 19 Pilot light unit (for alignment) DAK 308 + OL 26 Different cable lengths (e.g. 15 m) Customer Testimonial compared to previous solution or competition Case Studies Other Solutions Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE View All

Tags: Anemometer, mining, Wind positioning
Walking Beam Position using Rope Length Transmitter
Heavy duty rope length transmitter was designed for these harsh environment conditions:- higher force rope and thicker rope of 2mm with PA coating instead of standard 0.8mm / 1.35mm. Rope can be easily changed by the customer themselves. Open designed with grooves allowed dust not getting collected inside the drum. Home Case Studies Walking Beam Position using Rope Length Transmitters Walking Beam Position using Rope Length Transmitters Home Case Studies Pilger mill in tube rolling mills – hot and cold pipe detection Pilger mill in tube rolling mills – hot and cold pipe detection Detection of walking beam position Robust mechanism Double side pulley Efficient in harsh environment Challenges Proximity cables are going through the drag chain, which were frequently getting damaged leading to production downtime No provision to install any linear sensor inside the cylinder Solution Rope length transmitter externally installed to walking beam furnace Double side pulley used so the rope can rotate from 0 to 180 degree Magnetic encoder, output: 4-20mA Products and Accessories Heavy duty draw wire Double Guide Pulley Case Study Number TP3 Challenge The increasing flexibility of production lines requires a high adaptability of sensors. Continually changing object geometries, different temperatures and very high radiation or surrounding temperatures are no rarity. In a pilger mill those rough conditions can be found, among others in the production of seemless steel pipes. The raw steel blocks, each weighing a few tons are heated up first in a round oven at a temperature of 1300 °C. After descaling of the surface, the steel block is prepunched in a hole press with a strength from a converted 2000 t. In the next sloping rolling mill the growing pipe rotates between two rollers that are positioned at an angle to each other. The punching is widened to the size of the mandrel diameter. Previous solution / Competitor product N/A Solution The sensor that was installed at this application is the HMD OKA 2038.38 G with tube OL 19. The signal of the infrared sensors controls the movement of centering device and abutment. The point of view is restricted by the tube and prevents disturbances by steam in the cooling phase. An optimum adaptation to the operating conditions is given due to the adjustable response temperature. The HMD with self-learning response temperature (Auto-Teach function) is suited to continually changing conditions. The compact sensor with a stainless steel housing can withstand surrounding temperatures of up to 75° C. The use of a cooling jacket raises this up to 200° C. Alternatively sensors with fibre optic cables are available which permit an application at ambient temperatures up to 600° C without cooling. Customer Benefits Maintenance-free High temperature stability Recognition of hot objects at big distances Self adjustment with Auto-Teach or step switch for the response temperature Product Part number OKA 2038.38 G Brand Proxitron Accessories Piros swivel stand HM2 Tube OL 19 Pilot light unit (for alignment) DAK 308 + OL 26 Different cable lengths (e.g. 15 m) Customer Testimonial compared to previous solution or competition Case Studies Other Solutions Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE View All

Tags: Hot strip mill, roll change detection, rope length transmitter
September 15, 2021
Slab Pusher Position Feedback
Rope got damaged and blocked the inlet nozzle. The plastic cover melted leading to failure of spring cartridge. The dust particle entered inside the housing. Heavy duty rope length transmitter was designed for these harsh environment conditions:-higher force rope thicker rope of 2mm with PA coating instead of standard 0.8mm / 1.35mm. Home Case Studies Slab Pusher Position Feedback Slab Pusher Position Feedback Home Case Studies Pilger mill in tube rolling mills – hot and cold pipe detection Pilger mill in tube rolling mills – hot and cold pipe detection Heavy Duty rope length transmitter for heavy duty environment Higher force Thicker rope (2mm) with PA coating Easy cleaning as it is open design Simple and robust mechanism Challenges Rope got damaged and blocked the inlet nozzle. The plastic cover melted leading to failure of spring cartridge The dust particle entered inside the housing. Solution Heavy duty rope length transmitter was designed for these harsh environment conditions:- Higher force rope Thicker rope of 2mm with PA coating instead of standard 0.8mm / 1.35mm Rope can be easily changed by the customer themselves Open designed with grooves allowed dust not getting collected inside the drum Products and Accessories Heavy duty Rope Length Transmitter Case Studies Other Solutions in Hot Strip Mill Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE View All

Tags: Hot strip mill, roll change detection, rope length transmitter
Roll change with Rope Length Transmitters
Heavy duty wire rope length transmitter was installed which solved the problems by applying higher force, consisting of thicker rope, simple and robust mechanism. Home Case Studies Roll change with Rope Length Transmitters Roll change with Rope Length Transmitters Home Case Studies Pilger mill in tube rolling mills – hot and cold pipe detection Pilger mill in tube rolling mills – hot and cold pipe detection Uninterrupted roll change for maximum machine availability and uptime Slim design option available for space constraint installation 4-20mA output signal Other electrical options like SSI / Profibus available on request Challenges Reduce the roll change time to improve productivity yield. Solution Heavy duty wire rope length transmitter was installed which solved the problems by applying higher force, consisting of thicker rope, simple and robust mechanism.It has easy cleaning, and rope can be easily changed by the customer.It has open housing with grooves in the drum. Products and Accessories Draw wire/ Rope Length Transmitter Wire Hooks for fastening Ball joint Guide Pulley Double Guide Pulley Case Study Number TP3 Challenge The increasing flexibility of production lines requires a high adaptability of sensors. Continually changing object geometries, different temperatures and very high radiation or surrounding temperatures are no rarity. In a pilger mill those rough conditions can be found, among others in the production of seemless steel pipes. The raw steel blocks, each weighing a few tons are heated up first in a round oven at a temperature of 1300 °C. After descaling of the surface, the steel block is prepunched in a hole press with a strength from a converted 2000 t. In the next sloping rolling mill the growing pipe rotates between two rollers that are positioned at an angle to each other. The punching is widened to the size of the mandrel diameter. Previous solution / Competitor product N/A Solution The sensor that was installed at this application is the HMD OKA 2038.38 G with tube OL 19. The signal of the infrared sensors controls the movement of centering device and abutment. The point of view is restricted by the tube and prevents disturbances by steam in the cooling phase. An optimum adaptation to the operating conditions is given due to the adjustable response temperature. The HMD with self-learning response temperature (Auto-Teach function) is suited to continually changing conditions. The compact sensor with a stainless steel housing can withstand surrounding temperatures of up to 75° C. The use of a cooling jacket raises this up to 200° C. Alternatively sensors with fibre optic cables are available which permit an application at ambient temperatures up to 600° C without cooling. Customer Benefits Maintenance-free High temperature stability Recognition of hot objects at big distances Self adjustment with Auto-Teach or step switch for the response temperature Product Part number OKA 2038.38 G Brand Proxitron Accessories Piros swivel stand HM2 Tube OL 19 Pilot light unit (for alignment) DAK 308 + OL 26 Different cable lengths (e.g. 15 m) Customer Testimonial compared to previous solution or competition Case Studies Other Solutions in Hot Rolling Mills Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE View All

Tags: Hot strip mill, roll change detection, rope length transmitter
Online condition based monitoring of smelting furnace
Cracking as a result of the puncture in the refractory which was causing machine downtime, interrupting operations and creating safety hazards. Compact spot finder IR camera was installed to create a temperature profile of the smelting furnace. Home Case Studies Online condition based monitoring of smelting furnace Online condition based monitoring of smelting furnace Home Case Studies Pilger mill in tube rolling mills – hot and cold pipe detection Pilger mill in tube rolling mills – hot and cold pipe detection Increased efficiency: Equipment lifetime improvement with early detection allowing for selective repairs as opposed to full lining replacement Improved safety level: Prevented breakouts and reduced risk of damage to personnel & plant equipment Predictive Maintenance: Real time system running 365 / 24/ 7 days, with warning of excessive shell temperature from refractory degradatio Challenges Cracking as a result of the puncture in the refractory which was causing machine downtime, interrupting operations and creating safety hazards. Solution Compact spot finder IR camera was installed to create a temperature profile of the smelting furnace Each ROI (region of interest) temperature was continuously monitored If zone temperature exceeds above 300⁰C, an alarm was generated Easy identification of the spot with maximum refractory erosion was made possible Avoided unscheduled downtime: Avoided costly machinery damage and days to clean-up mess Products and Accessories Thermal Cameras Cooling Jacket High Temperature Cables Case Study Number TP3 Challenge The increasing flexibility of production lines requires a high adaptability of sensors. Continually changing object geometries, different temperatures and very high radiation or surrounding temperatures are no rarity. In a pilger mill those rough conditions can be found, among others in the production of seemless steel pipes. The raw steel blocks, each weighing a few tons are heated up first in a round oven at a temperature of 1300 °C. After descaling of the surface, the steel block is prepunched in a hole press with a strength from a converted 2000 t. In the next sloping rolling mill the growing pipe rotates between two rollers that are positioned at an angle to each other. The punching is widened to the size of the mandrel diameter. Previous solution / Competitor product N/A Solution The sensor that was installed at this application is the HMD OKA 2038.38 G with tube OL 19. The signal of the infrared sensors controls the movement of centering device and abutment. The point of view is restricted by the tube and prevents disturbances by steam in the cooling phase. An optimum adaptation to the operating conditions is given due to the adjustable response temperature. The HMD with self-learning response temperature (Auto-Teach function) is suited to continually changing conditions. The compact sensor with a stainless steel housing can withstand surrounding temperatures of up to 75° C. The use of a cooling jacket raises this up to 200° C. Alternatively sensors with fibre optic cables are available which permit an application at ambient temperatures up to 600° C without cooling. Customer Benefits Maintenance-free High temperature stability Recognition of hot objects at big distances Self adjustment with Auto-Teach or step switch for the response temperature Product Part number OKA 2038.38 G Brand Proxitron Accessories Piros swivel stand HM2 Tube OL 19 Pilot light unit (for alignment) DAK 308 + OL 26 Different cable lengths (e.g. 15 m) Customer Testimonial compared to previous solution or competition Case Studies Other Solutions in Hot Rolling Mills Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE View All

Tags: Aluminium, Condition Based Monitoring, smelting furnace, Temperature
September 14, 2021
Measurement of mill stand proximity in aluminium mill
Demand for reliable detection of lock and unlock position of the back-up, work, and intermediate roll in high aggressive and high temperature environment. High demands are placed on the sensor leading to frequent proximity failure due to the rolling emulsions which are used for surface finishing. Maximum availability is required for improved productivity Home Case Studies Measurement of mill stand proximity in aluminium mill Measurement of mill stand proximity in aluminium mill Home Case Studies Pilger mill in tube rolling mills – hot and cold pipe detection Pilger mill in tube rolling mills – hot and cold pipe detection Excellent performance in aggressive conditions Improves availability of material and productivity Efficient under extremely harsh conditions Insensitive to soiling and wear-free Resistant against emulsions , lubricants, coolants, water jets, dust and dirt Maintenance-free, drastic reduction in downtime Challenges Demand for reliable detection of lock and unlock position of the back-up, work, and intermediate roll in high aggressive and high temperature environment High demands are placed on the sensor leading to frequent proximity failure due to the rolling emulsions which are used for surface finishing Maximum availability is required for improved productivity Solution PTFE does not allow water or chemical solvents to stick on its surface and has a high melting point of 423⁰ C. Both F/HF 2/3/4/W constructs with a wide sensing range and IP68 class protection. AC or DC supply input combinations of transistor or relay outputs available. Proximity available in 100 °C and 120 °C ambient temperature. Products and Accessories Cold rolling mill proximity Sn: 25 mm IP 68 Temp: -25 to +120 °C Supply voltage: 20-260 V AC/DC Cable length: 2,5,10,15,20 m Cable MOC: PTFE cable No. of wires: 2-wire, 3-wire Housing (Ǿ): M32, M35 Cable conduit protection available Case Study Number TP3 Challenge The increasing flexibility of production lines requires a high adaptability of sensors. Continually changing object geometries, different temperatures and very high radiation or surrounding temperatures are no rarity. In a pilger mill those rough conditions can be found, among others in the production of seemless steel pipes. The raw steel blocks, each weighing a few tons are heated up first in a round oven at a temperature of 1300 °C. After descaling of the surface, the steel block is prepunched in a hole press with a strength from a converted 2000 t. In the next sloping rolling mill the growing pipe rotates between two rollers that are positioned at an angle to each other. The punching is widened to the size of the mandrel diameter. Previous solution / Competitor product N/A Solution The sensor that was installed at this application is the HMD OKA 2038.38 G with tube OL 19. The signal of the infrared sensors controls the movement of centering device and abutment. The point of view is restricted by the tube and prevents disturbances by steam in the cooling phase. An optimum adaptation to the operating conditions is given due to the adjustable response temperature. The HMD with self-learning response temperature (Auto-Teach function) is suited to continually changing conditions. The compact sensor with a stainless steel housing can withstand surrounding temperatures of up to 75° C. The use of a cooling jacket raises this up to 200° C. Alternatively sensors with fibre optic cables are available which permit an application at ambient temperatures up to 600° C without cooling. Customer Benefits Maintenance-free High temperature stability Recognition of hot objects at big distances Self adjustment with Auto-Teach or step switch for the response temperature Product Part number OKA 2038.38 G Brand Proxitron Accessories Piros swivel stand HM2 Tube OL 19 Pilot light unit (for alignment) DAK 308 + OL 26 Different cable lengths (e.g. 15 m) Customer Testimonial compared to previous solution or competition Case Studies Other Solutions in Aluminum Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE View All

Tags: Aluminium, Teflon Proximity
Best Practice: Cable protection for aggressive environments
Home Case Studies Best Practice: Cable protection for aggressive environments Best Practice: Cable protection for aggressive environments Cable protection systems for aggressive environments Aggressive fluids Mechanical loads High ambient temperatures Application areas of sensor cable protection Emulsion: Overheating/ underheating results in undesired shrinkage and white-spots. Emulsion (eg Deflector roll, inside the mill) : Cable hardens and finally cracks in presence of cutting oil. Hot Coke: Cable damage due to hot coke falling on the sensor cable like proximity, linear transducer, encoder Scales and Chips: Hot flying scales inside the rolling stand causes sensor cable breakdown. At down coiler, flying tail end cause cable break Heat Radiations: Most PVC cables and motor cables can withstand upto 80°C. With cable protection prevents cable melting preventing unplanned breakdown Products and Accessories ML-For mechanical Loads HT- For high temperature AF- For aggressive fluids Aggressive Fluids Case Study Number TP3 Challenge The increasing flexibility of production lines requires a high adaptability of sensors. Continually changing object geometries, different temperatures and very high radiation or surrounding temperatures are no rarity. In a pilger mill those rough conditions can be found, among others in the production of seemless steel pipes. The raw steel blocks, each weighing a few tons are heated up first in a round oven at a temperature of 1300 °C. After descaling of the surface, the steel block is prepunched in a hole press with a strength from a converted 2000 t. In the next sloping rolling mill the growing pipe rotates between two rollers that are positioned at an angle to each other. The punching is widened to the size of the mandrel diameter. Previous solution / Competitor product N/A Solution The sensor that was installed at this application is the HMD OKA 2038.38 G with tube OL 19. The signal of the infrared sensors controls the movement of centering device and abutment. The point of view is restricted by the tube and prevents disturbances by steam in the cooling phase. An optimum adaptation to the operating conditions is given due to the adjustable response temperature. The HMD with self-learning response temperature (Auto-Teach function) is suited to continually changing conditions. The compact sensor with a stainless steel housing can withstand surrounding temperatures of up to 75° C. The use of a cooling jacket raises this up to 200° C. Alternatively sensors with fibre optic cables are available which permit an application at ambient temperatures up to 600° C without cooling. Customer Benefits Maintenance-free High temperature stability Recognition of hot objects at big distances Self adjustment with Auto-Teach or step switch for the response temperature Product Part number OKA 2038.38 G Brand Proxitron Accessories Piros swivel stand HM2 Tube OL 19 Pilot light unit (for alignment) DAK 308 + OL 26 Different cable lengths (e.g. 15 m) Customer Testimonial compared to previous solution or competition Case Studies Other Solutions in steel and rolling mills industry Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE View All

Tags: aggrresive environment, best practice, cable protection, high ambient
September 13, 2021
Page 10 of 14
Case Studies





 image")


Found 139 Results
Page 10 of 14
Page 10 of 14
Page 10 of 14
HMD in pilger mill in tube rolling mills
Continually changing object geometries, different temperatures and very high radiation/ surrounding temperatures. The raw steel blocks, each weighing a few tons are heated up first in a round oven at a temperature of 1300°C. The signal of the infrared sensors controls the movement of centering device and abutment. The point of view is restricted by the tube and prevents disturbances by steam in the cooling phase.Optimum adaptation to operating conditions is given due to the adjustable response temperature.Self-learning response temperature (Auto-Teach function) is suited to continually changing conditions. Home Case Studies HMD in pilger mill in tube rolling mills HMD in pilger mill in tube rolling mills Home Case Studies Pilger mill in tube rolling mills – hot and cold pipe detection Pilger mill in tube rolling mills – hot and cold pipe detection Maintenance-free. High temperature stability. Recognition of hot objects at big distances. Self adjustment with Auto-Teach or step switch for the response temperature. Challenges Continually changing object geometries, different temperatures and very high radiation/ surrounding temperatures. The raw steel blocks, each weighing a few tons are heated up first in a round oven at a temperature of 1300°C. Solution The signal of the infrared sensors controls the movement of centering device and abutment. The point of view is restricted by the tube and prevents disturbances by steam in the cooling phase. Optimum adaptation to operating conditions is given due to the adjustable response temperature. Self-learning response temperature (Auto-Teach function) is suited to continually changing conditions. Products and Accessories Hot Metal Detector Case Study Number TP3 Challenge The increasing flexibility of production lines requires a high adaptability of sensors. Continually changing object geometries, different temperatures and very high radiation or surrounding temperatures are no rarity. In a pilger mill those rough conditions can be found, among others in the production of seemless steel pipes. The raw steel blocks, each weighing a few tons are heated up first in a round oven at a temperature of 1300 °C. After descaling of the surface, the steel block is prepunched in a hole press with a strength from a converted 2000 t. In the next sloping rolling mill the growing pipe rotates between two rollers that are positioned at an angle to each other. The punching is widened to the size of the mandrel diameter. Previous solution / Competitor product N/A Solution The sensor that was installed at this application is the HMD OKA 2038.38 G with tube OL 19. The signal of the infrared sensors controls the movement of centering device and abutment. The point of view is restricted by the tube and prevents disturbances by steam in the cooling phase. An optimum adaptation to the operating conditions is given due to the adjustable response temperature. The HMD with self-learning response temperature (Auto-Teach function) is suited to continually changing conditions. The compact sensor with a stainless steel housing can withstand surrounding temperatures of up to 75° C. The use of a cooling jacket raises this up to 200° C. Alternatively sensors with fibre optic cables are available which permit an application at ambient temperatures up to 600° C without cooling. Customer Benefits Maintenance-free High temperature stability Recognition of hot objects at big distances Self adjustment with Auto-Teach or step switch for the response temperature Product Part number OKA 2038.38 G Brand Proxitron Accessories Piros swivel stand HM2 Tube OL 19 Pilot light unit (for alignment) DAK 308 + OL 26 Different cable lengths (e.g. 15 m) Customer Testimonial compared to previous solution or competition Case Studies Other Solutions Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE View All
Tags: Hot Metal Detector, Tubes and pipes
September 21, 2021
Glass Panel Position Measurement using Laser Distance Sensors
In the area of the facility where glass panels are staged, a servodriven actuator system identifies and tracks the leading edge of the glass as it moves along the facility’s conveyor line. After the conveyor apparatus picks up the glass, it is unable to compensate for the non-standard height of the pallets used to transport andstore the glass panels in a horizontal position. Home Case Studies Glass Panel Position Measurement using Laser Distance Sensors Glass Panel Position Measurement using Laser Distance Sensors Home Case Studies Pilger mill in tube rolling mills – hot and cold pipe detection Pilger mill in tube rolling mills – hot and cold pipe detection Easy installation thanks to visible laser beam Easy configuration thanks to the free software Operation in the largest temperature range (-40°C to +60°C) possible Measuring ranges up to 100 m on natural surfaces | Measuring ranges up to 500 m on reflective foil Accuracy ± 1mm | Measurements can be acquired by a PLC or PC | Maintenance-free operation Task Leading manufacturers of insulating glass units require a sensor solution that monitors and precisely adjusts glass panel positioning on a production conveyor belt, based on the exact height of non-standard pallets. These pallets are used to transport and store glass panels horizontally. Solution Dimetix Laser Distance Sensors offer several methods of communicating tocontrol systems commonly used in manufacturing and productionapplications. In the area of the facility where glass panels are staged, a servodriven actuator system identifies and tracks the leading edge of the glass as it moves along the facility’s conveyor line. After the conveyor apparatus picks up the glass, it is unable to compensate for the non-standard height of the pallets used to transport andstore the glass panels in a horizontal position. Dimetix Laser Distance Sensor measure the height of the pallet and adjust a position to stop the glass panel. After the panel is halted, the machine begins tilting it onto the pallet precisely at the point where there is no chance the glass can slide or be misplaced. It is then gently placed on the pallets next to other glass panels. Products and Accessories Laser Distance Meter Case Study Number TP3 Challenge The increasing flexibility of production lines requires a high adaptability of sensors. Continually changing object geometries, different temperatures and very high radiation or surrounding temperatures are no rarity. In a pilger mill those rough conditions can be found, among others in the production of seemless steel pipes. The raw steel blocks, each weighing a few tons are heated up first in a round oven at a temperature of 1300 °C. After descaling of the surface, the steel block is prepunched in a hole press with a strength from a converted 2000 t. In the next sloping rolling mill the growing pipe rotates between two rollers that are positioned at an angle to each other. The punching is widened to the size of the mandrel diameter. Previous solution / Competitor product N/A Solution The sensor that was installed at this application is the HMD OKA 2038.38 G with tube OL 19. The signal of the infrared sensors controls the movement of centering device and abutment. The point of view is restricted by the tube and prevents disturbances by steam in the cooling phase. An optimum adaptation to the operating conditions is given due to the adjustable response temperature. The HMD with self-learning response temperature (Auto-Teach function) is suited to continually changing conditions. The compact sensor with a stainless steel housing can withstand surrounding temperatures of up to 75° C. The use of a cooling jacket raises this up to 200° C. Alternatively sensors with fibre optic cables are available which permit an application at ambient temperatures up to 600° C without cooling. Customer Benefits Maintenance-free High temperature stability Recognition of hot objects at big distances Self adjustment with Auto-Teach or step switch for the response temperature Product Part number OKA 2038.38 G Brand Proxitron Accessories Piros swivel stand HM2 Tube OL 19 Pilot light unit (for alignment) DAK 308 + OL 26 Different cable lengths (e.g. 15 m) Customer Testimonial compared to previous solution or competition Case Studies Other Solutions Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE View All
Tags: Glass, laser distance sensor, panel, position measurement
September 16, 2021
Proximity for material handling in outdoor applications
Long distance proximity that is efficient operation in outdoor setting and resistant to dirt, dust. Insensitive to soiling and wear-free with plastic housing Home Case Studies Proximity for material handling in outdoor applications Proximity for material handling in outdoor applications Home Case Studies Pilger mill in tube rolling mills – hot and cold pipe detection Pilger mill in tube rolling mills – hot and cold pipe detection Efficient operation in outdoor setting Resistant to dirt, dust Insensitive to soiling and wear-free Plastic housing Specifications High sensing proximity for outdoor rugged applications Sn: 70 mm IP 67 Temperature range: -25 to +100 °C Supply voltage: 10-55 VDC Cable length: 2,5,10,15,20 m Cable MOC: Silicone cable No. of wires: 2-wire, 3-wire Housing (Ǿ): 80x80x40 Cable conduit protection available (Pg X) Products and Accessories Large sensing distance proximity Case Study Number TP3 Challenge The increasing flexibility of production lines requires a high adaptability of sensors. Continually changing object geometries, different temperatures and very high radiation or surrounding temperatures are no rarity. In a pilger mill those rough conditions can be found, among others in the production of seemless steel pipes. The raw steel blocks, each weighing a few tons are heated up first in a round oven at a temperature of 1300 °C. After descaling of the surface, the steel block is prepunched in a hole press with a strength from a converted 2000 t. In the next sloping rolling mill the growing pipe rotates between two rollers that are positioned at an angle to each other. The punching is widened to the size of the mandrel diameter. Previous solution / Competitor product N/A Solution The sensor that was installed at this application is the HMD OKA 2038.38 G with tube OL 19. The signal of the infrared sensors controls the movement of centering device and abutment. The point of view is restricted by the tube and prevents disturbances by steam in the cooling phase. An optimum adaptation to the operating conditions is given due to the adjustable response temperature. The HMD with self-learning response temperature (Auto-Teach function) is suited to continually changing conditions. The compact sensor with a stainless steel housing can withstand surrounding temperatures of up to 75° C. The use of a cooling jacket raises this up to 200° C. Alternatively sensors with fibre optic cables are available which permit an application at ambient temperatures up to 600° C without cooling. Customer Benefits Maintenance-free High temperature stability Recognition of hot objects at big distances Self adjustment with Auto-Teach or step switch for the response temperature Product Part number OKA 2038.38 G Brand Proxitron Accessories Piros swivel stand HM2 Tube OL 19 Pilot light unit (for alignment) DAK 308 + OL 26 Different cable lengths (e.g. 15 m) Customer Testimonial compared to previous solution or competition Case Studies Other Solutions Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE View All
Tags: long distance, material handling, mining, outdoor, Proximity
Wind positioning with relay outputs
Speed monitors enable safe monitoring in accordance with SIL3/PLe. These safety relays have 2 synchronous relays and 4×2 control outputs. The speed monitors can work with both digital and SinCos signal Home Case Studies Wind positioning with relay outputs Wind positioning with relay outputs Home Case Studies Pilger mill in tube rolling mills – hot and cold pipe detection Pilger mill in tube rolling mills – hot and cold pipe detection Speed monitors enable safe monitoring in accordance with SIL3/PLe. These safety relays have 2 synchronous relays and 4×2 control outputs. The speed monitors can work with both digital and SinCos signal Maximise productivity and safety: Precise wind-sensors Challenges Precise control for machines running at optimum productivity. Strike a balance between productivity and safety. Solution Process indicators equipped with two relay outputs can be used with an anemometer as a wind warning device. With fully calibrated wind sensors (anemometer) to strike balance between maximize machine availability and equipment safety. Heater option available for cold climate conditions. Safety relay monitor can be easily added on. Multiple solutions for wind monitoring are possible. Simple monitoring of the wind speed Basic wind speed monitoring can be achieved by connecting a process Indicator with two 16 bit Analog Inputs to an anemometer with an analog output. Alternatively a digital indicator is required to work with an anemometer with frequency output. Safe operation of the wind speed Better operating safety can be achieved by the parallel operation of two analog or two digital indicators. If a cable break occurs, the second signal path remains intact and continues to reliably monitor the wind speed. Maximum security of monitoring wind speed. even greater security of the monitoring is possible by connecting a digital and analog anemometer + process indicator.With an analog anemometer connected to a digital indicator and a digital anemometer connected to a digital indicator, a wide range of measurement approaches are possible resulting in limited error margins. Pedestal for vertical mounting and pendulum for wall mounting. Products and Accessories Anemometer Process Display Case Study Number TP3 Challenge The increasing flexibility of production lines requires a high adaptability of sensors. Continually changing object geometries, different temperatures and very high radiation or surrounding temperatures are no rarity. In a pilger mill those rough conditions can be found, among others in the production of seemless steel pipes. The raw steel blocks, each weighing a few tons are heated up first in a round oven at a temperature of 1300 °C. After descaling of the surface, the steel block is prepunched in a hole press with a strength from a converted 2000 t. In the next sloping rolling mill the growing pipe rotates between two rollers that are positioned at an angle to each other. The punching is widened to the size of the mandrel diameter. Previous solution / Competitor product N/A Solution The sensor that was installed at this application is the HMD OKA 2038.38 G with tube OL 19. The signal of the infrared sensors controls the movement of centering device and abutment. The point of view is restricted by the tube and prevents disturbances by steam in the cooling phase. An optimum adaptation to the operating conditions is given due to the adjustable response temperature. The HMD with self-learning response temperature (Auto-Teach function) is suited to continually changing conditions. The compact sensor with a stainless steel housing can withstand surrounding temperatures of up to 75° C. The use of a cooling jacket raises this up to 200° C. Alternatively sensors with fibre optic cables are available which permit an application at ambient temperatures up to 600° C without cooling. Customer Benefits Maintenance-free High temperature stability Recognition of hot objects at big distances Self adjustment with Auto-Teach or step switch for the response temperature Product Part number OKA 2038.38 G Brand Proxitron Accessories Piros swivel stand HM2 Tube OL 19 Pilot light unit (for alignment) DAK 308 + OL 26 Different cable lengths (e.g. 15 m) Customer Testimonial compared to previous solution or competition Case Studies Other Solutions Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE View All
Tags: Anemometer, mining, Wind positioning
Walking Beam Position using Rope Length Transmitter
Heavy duty rope length transmitter was designed for these harsh environment conditions:- higher force rope and thicker rope of 2mm with PA coating instead of standard 0.8mm / 1.35mm. Rope can be easily changed by the customer themselves. Open designed with grooves allowed dust not getting collected inside the drum. Home Case Studies Walking Beam Position using Rope Length Transmitters Walking Beam Position using Rope Length Transmitters Home Case Studies Pilger mill in tube rolling mills – hot and cold pipe detection Pilger mill in tube rolling mills – hot and cold pipe detection Detection of walking beam position Robust mechanism Double side pulley Efficient in harsh environment Challenges Proximity cables are going through the drag chain, which were frequently getting damaged leading to production downtime No provision to install any linear sensor inside the cylinder Solution Rope length transmitter externally installed to walking beam furnace Double side pulley used so the rope can rotate from 0 to 180 degree Magnetic encoder, output: 4-20mA Products and Accessories Heavy duty draw wire Double Guide Pulley Case Study Number TP3 Challenge The increasing flexibility of production lines requires a high adaptability of sensors. Continually changing object geometries, different temperatures and very high radiation or surrounding temperatures are no rarity. In a pilger mill those rough conditions can be found, among others in the production of seemless steel pipes. The raw steel blocks, each weighing a few tons are heated up first in a round oven at a temperature of 1300 °C. After descaling of the surface, the steel block is prepunched in a hole press with a strength from a converted 2000 t. In the next sloping rolling mill the growing pipe rotates between two rollers that are positioned at an angle to each other. The punching is widened to the size of the mandrel diameter. Previous solution / Competitor product N/A Solution The sensor that was installed at this application is the HMD OKA 2038.38 G with tube OL 19. The signal of the infrared sensors controls the movement of centering device and abutment. The point of view is restricted by the tube and prevents disturbances by steam in the cooling phase. An optimum adaptation to the operating conditions is given due to the adjustable response temperature. The HMD with self-learning response temperature (Auto-Teach function) is suited to continually changing conditions. The compact sensor with a stainless steel housing can withstand surrounding temperatures of up to 75° C. The use of a cooling jacket raises this up to 200° C. Alternatively sensors with fibre optic cables are available which permit an application at ambient temperatures up to 600° C without cooling. Customer Benefits Maintenance-free High temperature stability Recognition of hot objects at big distances Self adjustment with Auto-Teach or step switch for the response temperature Product Part number OKA 2038.38 G Brand Proxitron Accessories Piros swivel stand HM2 Tube OL 19 Pilot light unit (for alignment) DAK 308 + OL 26 Different cable lengths (e.g. 15 m) Customer Testimonial compared to previous solution or competition Case Studies Other Solutions Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE View All
Tags: Hot strip mill, roll change detection, rope length transmitter
September 15, 2021
Slab Pusher Position Feedback
Rope got damaged and blocked the inlet nozzle. The plastic cover melted leading to failure of spring cartridge. The dust particle entered inside the housing. Heavy duty rope length transmitter was designed for these harsh environment conditions:-higher force rope thicker rope of 2mm with PA coating instead of standard 0.8mm / 1.35mm. Home Case Studies Slab Pusher Position Feedback Slab Pusher Position Feedback Home Case Studies Pilger mill in tube rolling mills – hot and cold pipe detection Pilger mill in tube rolling mills – hot and cold pipe detection Heavy Duty rope length transmitter for heavy duty environment Higher force Thicker rope (2mm) with PA coating Easy cleaning as it is open design Simple and robust mechanism Challenges Rope got damaged and blocked the inlet nozzle. The plastic cover melted leading to failure of spring cartridge The dust particle entered inside the housing. Solution Heavy duty rope length transmitter was designed for these harsh environment conditions:- Higher force rope Thicker rope of 2mm with PA coating instead of standard 0.8mm / 1.35mm Rope can be easily changed by the customer themselves Open designed with grooves allowed dust not getting collected inside the drum Products and Accessories Heavy duty Rope Length Transmitter Case Studies Other Solutions in Hot Strip Mill Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE View All
Tags: Hot strip mill, roll change detection, rope length transmitter
Roll change with Rope Length Transmitters
Heavy duty wire rope length transmitter was installed which solved the problems by applying higher force, consisting of thicker rope, simple and robust mechanism. Home Case Studies Roll change with Rope Length Transmitters Roll change with Rope Length Transmitters Home Case Studies Pilger mill in tube rolling mills – hot and cold pipe detection Pilger mill in tube rolling mills – hot and cold pipe detection Uninterrupted roll change for maximum machine availability and uptime Slim design option available for space constraint installation 4-20mA output signal Other electrical options like SSI / Profibus available on request Challenges Reduce the roll change time to improve productivity yield. Solution Heavy duty wire rope length transmitter was installed which solved the problems by applying higher force, consisting of thicker rope, simple and robust mechanism.It has easy cleaning, and rope can be easily changed by the customer.It has open housing with grooves in the drum. Products and Accessories Draw wire/ Rope Length Transmitter Wire Hooks for fastening Ball joint Guide Pulley Double Guide Pulley Case Study Number TP3 Challenge The increasing flexibility of production lines requires a high adaptability of sensors. Continually changing object geometries, different temperatures and very high radiation or surrounding temperatures are no rarity. In a pilger mill those rough conditions can be found, among others in the production of seemless steel pipes. The raw steel blocks, each weighing a few tons are heated up first in a round oven at a temperature of 1300 °C. After descaling of the surface, the steel block is prepunched in a hole press with a strength from a converted 2000 t. In the next sloping rolling mill the growing pipe rotates between two rollers that are positioned at an angle to each other. The punching is widened to the size of the mandrel diameter. Previous solution / Competitor product N/A Solution The sensor that was installed at this application is the HMD OKA 2038.38 G with tube OL 19. The signal of the infrared sensors controls the movement of centering device and abutment. The point of view is restricted by the tube and prevents disturbances by steam in the cooling phase. An optimum adaptation to the operating conditions is given due to the adjustable response temperature. The HMD with self-learning response temperature (Auto-Teach function) is suited to continually changing conditions. The compact sensor with a stainless steel housing can withstand surrounding temperatures of up to 75° C. The use of a cooling jacket raises this up to 200° C. Alternatively sensors with fibre optic cables are available which permit an application at ambient temperatures up to 600° C without cooling. Customer Benefits Maintenance-free High temperature stability Recognition of hot objects at big distances Self adjustment with Auto-Teach or step switch for the response temperature Product Part number OKA 2038.38 G Brand Proxitron Accessories Piros swivel stand HM2 Tube OL 19 Pilot light unit (for alignment) DAK 308 + OL 26 Different cable lengths (e.g. 15 m) Customer Testimonial compared to previous solution or competition Case Studies Other Solutions in Hot Rolling Mills Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE View All
Tags: Hot strip mill, roll change detection, rope length transmitter
Online condition based monitoring of smelting furnace
Cracking as a result of the puncture in the refractory which was causing machine downtime, interrupting operations and creating safety hazards. Compact spot finder IR camera was installed to create a temperature profile of the smelting furnace. Home Case Studies Online condition based monitoring of smelting furnace Online condition based monitoring of smelting furnace Home Case Studies Pilger mill in tube rolling mills – hot and cold pipe detection Pilger mill in tube rolling mills – hot and cold pipe detection Increased efficiency: Equipment lifetime improvement with early detection allowing for selective repairs as opposed to full lining replacement Improved safety level: Prevented breakouts and reduced risk of damage to personnel & plant equipment Predictive Maintenance: Real time system running 365 / 24/ 7 days, with warning of excessive shell temperature from refractory degradatio Challenges Cracking as a result of the puncture in the refractory which was causing machine downtime, interrupting operations and creating safety hazards. Solution Compact spot finder IR camera was installed to create a temperature profile of the smelting furnace Each ROI (region of interest) temperature was continuously monitored If zone temperature exceeds above 300⁰C, an alarm was generated Easy identification of the spot with maximum refractory erosion was made possible Avoided unscheduled downtime: Avoided costly machinery damage and days to clean-up mess Products and Accessories Thermal Cameras Cooling Jacket High Temperature Cables Case Study Number TP3 Challenge The increasing flexibility of production lines requires a high adaptability of sensors. Continually changing object geometries, different temperatures and very high radiation or surrounding temperatures are no rarity. In a pilger mill those rough conditions can be found, among others in the production of seemless steel pipes. The raw steel blocks, each weighing a few tons are heated up first in a round oven at a temperature of 1300 °C. After descaling of the surface, the steel block is prepunched in a hole press with a strength from a converted 2000 t. In the next sloping rolling mill the growing pipe rotates between two rollers that are positioned at an angle to each other. The punching is widened to the size of the mandrel diameter. Previous solution / Competitor product N/A Solution The sensor that was installed at this application is the HMD OKA 2038.38 G with tube OL 19. The signal of the infrared sensors controls the movement of centering device and abutment. The point of view is restricted by the tube and prevents disturbances by steam in the cooling phase. An optimum adaptation to the operating conditions is given due to the adjustable response temperature. The HMD with self-learning response temperature (Auto-Teach function) is suited to continually changing conditions. The compact sensor with a stainless steel housing can withstand surrounding temperatures of up to 75° C. The use of a cooling jacket raises this up to 200° C. Alternatively sensors with fibre optic cables are available which permit an application at ambient temperatures up to 600° C without cooling. Customer Benefits Maintenance-free High temperature stability Recognition of hot objects at big distances Self adjustment with Auto-Teach or step switch for the response temperature Product Part number OKA 2038.38 G Brand Proxitron Accessories Piros swivel stand HM2 Tube OL 19 Pilot light unit (for alignment) DAK 308 + OL 26 Different cable lengths (e.g. 15 m) Customer Testimonial compared to previous solution or competition Case Studies Other Solutions in Hot Rolling Mills Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE View All
Tags: Aluminium, Condition Based Monitoring, smelting furnace, Temperature
September 14, 2021
Measurement of mill stand proximity in aluminium mill
Demand for reliable detection of lock and unlock position of the back-up, work, and intermediate roll in high aggressive and high temperature environment. High demands are placed on the sensor leading to frequent proximity failure due to the rolling emulsions which are used for surface finishing. Maximum availability is required for improved productivity Home Case Studies Measurement of mill stand proximity in aluminium mill Measurement of mill stand proximity in aluminium mill Home Case Studies Pilger mill in tube rolling mills – hot and cold pipe detection Pilger mill in tube rolling mills – hot and cold pipe detection Excellent performance in aggressive conditions Improves availability of material and productivity Efficient under extremely harsh conditions Insensitive to soiling and wear-free Resistant against emulsions , lubricants, coolants, water jets, dust and dirt Maintenance-free, drastic reduction in downtime Challenges Demand for reliable detection of lock and unlock position of the back-up, work, and intermediate roll in high aggressive and high temperature environment High demands are placed on the sensor leading to frequent proximity failure due to the rolling emulsions which are used for surface finishing Maximum availability is required for improved productivity Solution PTFE does not allow water or chemical solvents to stick on its surface and has a high melting point of 423⁰ C. Both F/HF 2/3/4/W constructs with a wide sensing range and IP68 class protection. AC or DC supply input combinations of transistor or relay outputs available. Proximity available in 100 °C and 120 °C ambient temperature. Products and Accessories Cold rolling mill proximity Sn: 25 mm IP 68 Temp: -25 to +120 °C Supply voltage: 20-260 V AC/DC Cable length: 2,5,10,15,20 m Cable MOC: PTFE cable No. of wires: 2-wire, 3-wire Housing (Ǿ): M32, M35 Cable conduit protection available Case Study Number TP3 Challenge The increasing flexibility of production lines requires a high adaptability of sensors. Continually changing object geometries, different temperatures and very high radiation or surrounding temperatures are no rarity. In a pilger mill those rough conditions can be found, among others in the production of seemless steel pipes. The raw steel blocks, each weighing a few tons are heated up first in a round oven at a temperature of 1300 °C. After descaling of the surface, the steel block is prepunched in a hole press with a strength from a converted 2000 t. In the next sloping rolling mill the growing pipe rotates between two rollers that are positioned at an angle to each other. The punching is widened to the size of the mandrel diameter. Previous solution / Competitor product N/A Solution The sensor that was installed at this application is the HMD OKA 2038.38 G with tube OL 19. The signal of the infrared sensors controls the movement of centering device and abutment. The point of view is restricted by the tube and prevents disturbances by steam in the cooling phase. An optimum adaptation to the operating conditions is given due to the adjustable response temperature. The HMD with self-learning response temperature (Auto-Teach function) is suited to continually changing conditions. The compact sensor with a stainless steel housing can withstand surrounding temperatures of up to 75° C. The use of a cooling jacket raises this up to 200° C. Alternatively sensors with fibre optic cables are available which permit an application at ambient temperatures up to 600° C without cooling. Customer Benefits Maintenance-free High temperature stability Recognition of hot objects at big distances Self adjustment with Auto-Teach or step switch for the response temperature Product Part number OKA 2038.38 G Brand Proxitron Accessories Piros swivel stand HM2 Tube OL 19 Pilot light unit (for alignment) DAK 308 + OL 26 Different cable lengths (e.g. 15 m) Customer Testimonial compared to previous solution or competition Case Studies Other Solutions in Aluminum Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE View All
Tags: Aluminium, Teflon Proximity
Best Practice: Cable protection for aggressive environments
Home Case Studies Best Practice: Cable protection for aggressive environments Best Practice: Cable protection for aggressive environments Cable protection systems for aggressive environments Aggressive fluids Mechanical loads High ambient temperatures Application areas of sensor cable protection Emulsion: Overheating/ underheating results in undesired shrinkage and white-spots. Emulsion (eg Deflector roll, inside the mill) : Cable hardens and finally cracks in presence of cutting oil. Hot Coke: Cable damage due to hot coke falling on the sensor cable like proximity, linear transducer, encoder Scales and Chips: Hot flying scales inside the rolling stand causes sensor cable breakdown. At down coiler, flying tail end cause cable break Heat Radiations: Most PVC cables and motor cables can withstand upto 80°C. With cable protection prevents cable melting preventing unplanned breakdown Products and Accessories ML-For mechanical Loads HT- For high temperature AF- For aggressive fluids Aggressive Fluids Case Study Number TP3 Challenge The increasing flexibility of production lines requires a high adaptability of sensors. Continually changing object geometries, different temperatures and very high radiation or surrounding temperatures are no rarity. In a pilger mill those rough conditions can be found, among others in the production of seemless steel pipes. The raw steel blocks, each weighing a few tons are heated up first in a round oven at a temperature of 1300 °C. After descaling of the surface, the steel block is prepunched in a hole press with a strength from a converted 2000 t. In the next sloping rolling mill the growing pipe rotates between two rollers that are positioned at an angle to each other. The punching is widened to the size of the mandrel diameter. Previous solution / Competitor product N/A Solution The sensor that was installed at this application is the HMD OKA 2038.38 G with tube OL 19. The signal of the infrared sensors controls the movement of centering device and abutment. The point of view is restricted by the tube and prevents disturbances by steam in the cooling phase. An optimum adaptation to the operating conditions is given due to the adjustable response temperature. The HMD with self-learning response temperature (Auto-Teach function) is suited to continually changing conditions. The compact sensor with a stainless steel housing can withstand surrounding temperatures of up to 75° C. The use of a cooling jacket raises this up to 200° C. Alternatively sensors with fibre optic cables are available which permit an application at ambient temperatures up to 600° C without cooling. Customer Benefits Maintenance-free High temperature stability Recognition of hot objects at big distances Self adjustment with Auto-Teach or step switch for the response temperature Product Part number OKA 2038.38 G Brand Proxitron Accessories Piros swivel stand HM2 Tube OL 19 Pilot light unit (for alignment) DAK 308 + OL 26 Different cable lengths (e.g. 15 m) Customer Testimonial compared to previous solution or competition Case Studies Other Solutions in steel and rolling mills industry Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE Sample case study title lorem ipsum here Short description of the problem solved, maybe include the client name. READ MORE View All
Tags: aggrresive environment, best practice, cable protection, high ambient
September 13, 2021
Page 10 of 14